





Ручной Гибочный Станок для Арматуры
 С помощью ручных моделей гибочных станков можно гнуть арматуру диаметром не более 16 мм. Для больших размеров заготовок потребуются значительные усилия.
С помощью ручных моделей гибочных станков можно гнуть арматуру диаметром не более 16 мм. Для больших размеров заготовок потребуются значительные усилия.
Обзор чертежей станков для гнутья арматуры
Самодельный станок для гибки арматуры
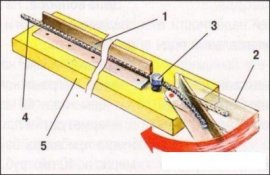
Для изготовления самого простого станка, с помощью которого можно гнуть стальной прут, понадобится металлический уголок 40*40 мм, комплект креплений и деревянный брус. Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага. Недостатком подобной ручной конструкции является трудоемкость работ, так как для искривления прутьев большого диаметра понадобится значительное усилие. Альтернативным вариантом является увеличение гибочного рычага.
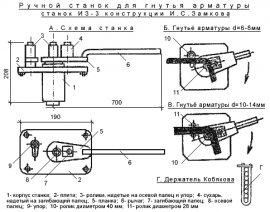
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.
Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки. В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Изготовление дисковых станков, с помощью которых можно гнуть стальной прут в домашних условиях нецелесообразно. По-настоящему они эффективны только в комплексе с электроприводом.
Перед процессом гнутья нельзя подвергать заготовку внешним воздействиям. Частая ошибка во время выполнения гибки — подпиливание в области сгиба. Это может привести к появлению трещин. Также нельзя нагревать прут с помощью сварки, в результате этого произойдут значительные изменения толщины изгиба.